Печатать просто. Часть 4.0 Поддержи модель свою
Грамотно расставленные поддрежки - залог успешной печати, потратив время перед печатью. вы, вероятно сэкономите и смолу время, которое потребуется для исправления косяков.
Что там у нас по слайсерам? Photon Workshop, Chitubox, Lichee. Первая - родная программулина от Эникубика, раньше только ее и использовал для слайсинга, по ряду аспектов удобнее она, да и до сих пор использую, так как считаю удобнее и менее тормозной, когда накидываешь и пытаеься расставить моделек на пару гигабайт, поддержки ставить умеет, но делает это так себе и редактировать не дает нормально или я идиот и не понял как.
Читубокс...поддержки ставит нормально да и комфортно в ней работать как по мне, я в ней расставляю поддержки, делаю пустотелые модели с внутренним армированием, ну и слайсю готовый набор моделек. Эникубиковская прога гораздо лучше создает пустоты, читубокс делает это как-то топорно и иногда внутри получается какой-то фарш...раньше я делал пустоты в Фотоне, делал пустоты с армированием в читубоксе, а потом вытаскивал в блендере это армирование и совмещал с пустышкой из фотона. результат топ но...какой ценой?! Сейчас стал забивать и отдавать все читубоксу. Личи...хорошая программа, но мне показалась навязчивой, клянчит купить про версию и считает пользователя кретином, не давая делать то, что хочется. Не утверждаю, что она плохая, может придет время и перейду на нее, все же есть интересные фишки. Однако ввиду личного опыта расстановка поддержек рассматривается именно на примере Читубокса.

Рассмотрим подготовку к печати 2х основных типов моделей:
модели с большим количеством ровных плоскостей(характерно для техники) и модели с большим количеством неровностей и выступающих деталей (характерно для пехотных моделей и всякой органики).
модели с большим количеством ровных плоскостей(характерно для техники) и модели с большим количеством неровностей и выступающих деталей (характерно для пехотных моделей и всякой органики).

Сразу обращаю внимание на кнопку с замочком (красная стрелка), данный инструмент позволяет исправить модели с инвертированными нормалями (это как раз те модели, которые в программе Фотона серые), для этого необходимо нажать на кнопку и выбрать пункт «инверт. нормали». Однако, в случаях, когда геометрия модели нарушена, это может привести к тому, что модель станет полностью непригодной для печати. Если модель имеет часть поверхностей синего, а часть поверхностей черного цвета, необходима ручная правка модели, корректно ее напечатать скорее всего невозможно.
1. Модели с ровными поверхностями
Такую модель можно расположить тремя основными способами и имеют свои плюсы и минусы:
Горизонтально; Вертикально; Под углом.

Горизонтальное расположение
Горизонтальное расположение позволяет напечатать деталь значительно быстрее по времени, однако требуется много поддержек и по итогу печати будет самая большая (среди рассматриваемых способов) площадь поверхности, которую требуется обработать, также на поддержки будет значительная нагрузка и деталь может оторвать.

Также, из-за большей площади, это потребует больше места на рабочем столе, как следствие, одновременно можно будет напечатать меньше деталей.

При выборе нижней грани детали предпочтительно выбирать наименее видимую сторону модели, также выбирается самая «плоская» и так, чтобы максимальное количество выступающих элементов было ближе к столу. В противном случае нужно больше поддержек, а это не только менее экономно, но и потребует обрабатывать больше поверхностей.
Частным случаем такого подхода будет модель с плоской нижней гранью (например, база или рельеф для базы).
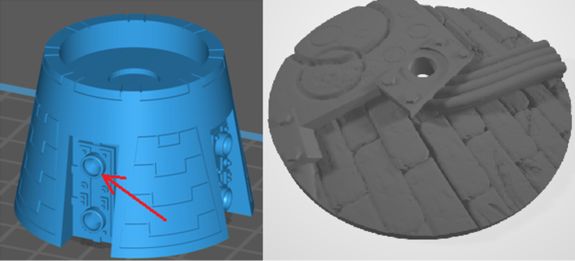
Такие модели вообще могут не требовать поддержек и располагаются прямо на столе без какой-либо подложки или же поддержки рисуются не для всей модели, а только для отдельных нависающих элементов.
Плюсы такого расположения: Экономия материала (нет расхода на поддержки); Нижняя грань детали будет идеально ровная. Модель напечатается быстрее, так как не требуется печать дополнительных 3-5 мм поддержек.
Минусы: В результате усиленной засветки первых слоев образуется небольшой кант по контуру модели, его необходимо зачищать; Сложно отделить деталь от столика без повреждений.
Вертикальное расположение
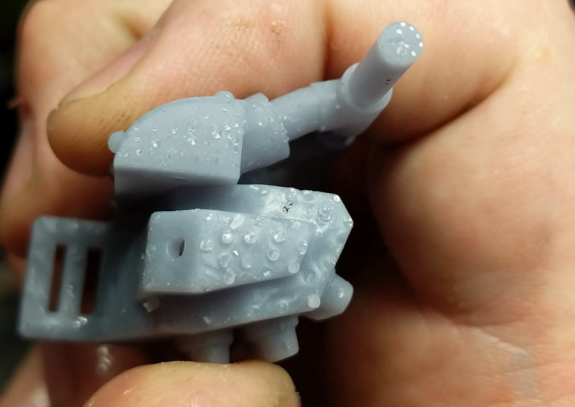
Вертикальное расположение позволяет напечатать деталь с наименьшим количеством поддержек (не всегда), нагрузка при печати меньше чем при горизонтальном расположении и вероятность отрыва меньше, однако есть существенный недостаток, деталь в процессе печати не жесткая и ее может «повести».

Плохо видно, но это не деталь погнулась, она так напечаталась. Так как каждый раз в момент отрыва от экрана деталь чуть смещалась в ту или иную сторону, а следующий слой накладывался со смещением.
Примечание: печатал как-то раз посохи, расположив их вертикально,они были совершенно прямые, а поддержки были только у основания, в итоге, палки получились кривые, аки стволы японских бонсаев....увы, фоток нет, но пример показательный.
Чтобы избежать подобного, необходимы дополнительные поддержки по бокам. Так деталь будет жестко установлена в вертикальную позицию. Как правило, эти дополнительные поддержки выполняют и функцию поддержек выступающих элементов детали. Также, этот способ позволяет экономить место на рабочем столе и уместить на нем больше деталей, однако возрастает время печати.
Расположение под углом
Расположение под углом считается «классическим» и наиболее правильным, так меньше нагрузка и вероятность отрыва, так меньше искажений (не всегда), но при таком расположении число поддержек (и количество мест для постобработки) может быть значительно больше. При таком расположении, на большем количестве равных поверхностей будет заметна «лесенка» (пиксельный муар).
2. Модели с большим числом выступающих элементов и неровностей
Модели с большим числом выступающих элементов и неровностей располагают согласно 3м ключевым правилам:
1. Максимальное количество выступающих элементов должно смотреть вертикально вверх или располагаться под небольшим углом.
2. В нижней стороной объекта, куда будут установлены поддержки, не должно быть мелкой детализации, которую необходимо сохранить.
3. Если у объекта есть «лицевая» сторона, стоит избегать того, чтобы на ней были поддержки.
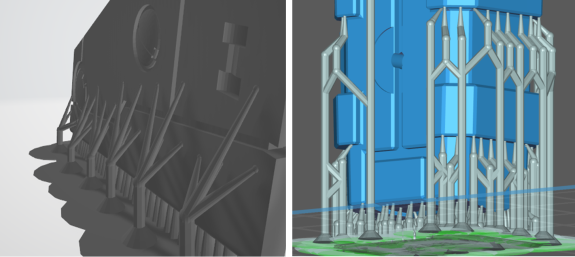
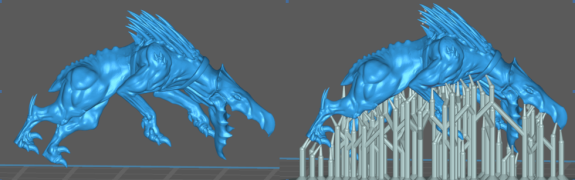
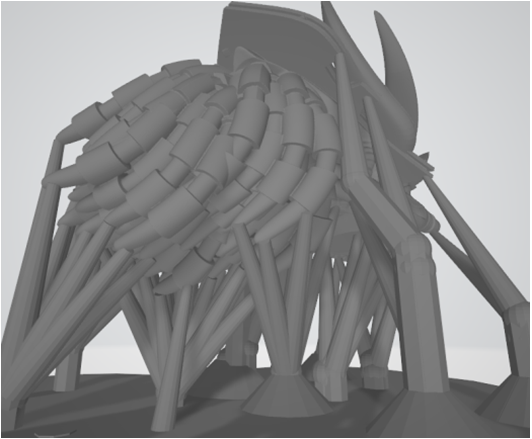
Рассмотрим гончую, самым проблемным элементом является щетина, так как она очень острая, будет сложно к каждой щетинке подвести поддержку так, чтобы потом их не сломать. Крутим модель до тех пор, пока все щетинки не будут смотреть вверх, при этом выступающие элементы модели будут ближе к столу, так мы немного сэкономим на поддержках.
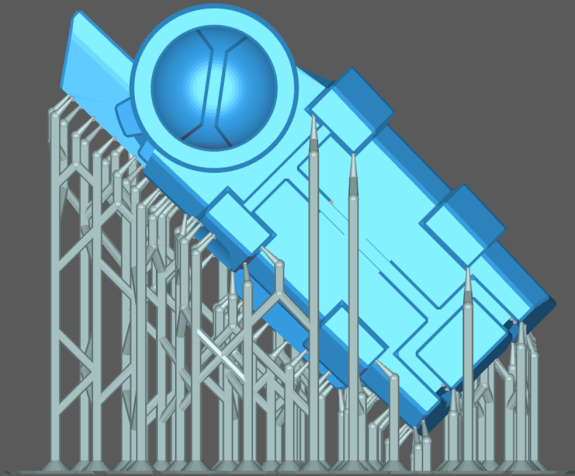
Почти противоположная ситуация у головы сержанта скорпионов, там каждый из многочисленных дредов сделан с поддержкой, зато спасена от постобработки детализированное лицо. Также дреды где-то внизу и даже если обломать половину в глаза это не бросится.
При печати антропоморфных моделей допустимо как поставить их вертикально, это может позволить сократить число поддержек и все они будут снизу, однако, часть поддержек может испортить детализацию «лицевой стороны». Однако, целесообразно развернуть модель по оси Z так, чтобы выступающие элементы «лицевой» стороны располагались вдоль оси X или Y и наклонить модель «на спину» на 30-60 (45-оптимально) градусов так, чтобы элементы лицевой стороны требовали минимум поддержек, но и элементы спины не требовали чрезмерное количество поддержек.

Примечание: всегда хочется, чтобы печать была и быстрой и экономной и постобработки было поменьше. Можно ли так сделать? Можно! Но тогда построение оптимальных поддержек займет у вас пару часиков на модель….а возможно модель нужно еще и порезать ….во имя удобства и экномии. Как правило, оно того не стоит, когда вам нужно напечатать
едининый экземпляр….или два…или даже 5… Как правило, это касается пехотных моделей. Можно расставить редкие поддержки автоматом, чуть подправить и… велик шанс неудачи, исправляете, перепечатываете… и вновь нажимаете курок револьвера «русской рулетки», а может и со второго раза не повезти….потрачена смола, потрачено время на печать….и прочее: время на отмывку, чистку и т.д. Если серия мелкая, то проще сделать много мелких и плотных поддержек. Да. Потратитесь на смолу,
которая уйдет в утиль….вы переплатите лишних 5-10 рублей на модель. Много это или нет? Зато велик шанс с первого раза успешно напечатать. А вот если вы уверены, что печатать будете десятками и сотнями… наплечники или болтеры с подствольными дилдами, подсумки или тактические лысые кактусы для баз, тогда подход иной. Надо и поддержек поменьше и расчет на минимальную постобработку, можно и пару тестовых печатей прогнать, а потом еще максимально плотно сгруппировать детальки вместе и продублировать их х5, чтоб сразу печатать набором.
едининый экземпляр….или два…или даже 5… Как правило, это касается пехотных моделей. Можно расставить редкие поддержки автоматом, чуть подправить и… велик шанс неудачи, исправляете, перепечатываете… и вновь нажимаете курок револьвера «русской рулетки», а может и со второго раза не повезти….потрачена смола, потрачено время на печать….и прочее: время на отмывку, чистку и т.д. Если серия мелкая, то проще сделать много мелких и плотных поддержек. Да. Потратитесь на смолу,
которая уйдет в утиль….вы переплатите лишних 5-10 рублей на модель. Много это или нет? Зато велик шанс с первого раза успешно напечатать. А вот если вы уверены, что печатать будете десятками и сотнями… наплечники или болтеры с подствольными дилдами, подсумки или тактические лысые кактусы для баз, тогда подход иной. Надо и поддержек поменьше и расчет на минимальную постобработку, можно и пару тестовых печатей прогнать, а потом еще максимально плотно сгруппировать детальки вместе и продублировать их х5, чтоб сразу печатать набором.
3. Расположение объектов на рабочем столе
Выделив все модели (Ctrl+A) возможно автоматически расположить их
на рабочем столе средствами инструмента Layout, однако такой подход почти всегда требует ручной доработки.
на рабочем столе средствами инструмента Layout, однако такой подход почти всегда требует ручной доработки.
При расположении моделей на столе следует руководствоваться несколькими правилами:
1. Вдоль края рабочего стола располагать модели наиболее «ровной» стороной.
2. Располагать модели так, чтобы их подложки максимально пересекались, это позволит отделять все модели от рабочего столика одновременно, после окончания печати.
3. Не допускать. Чтобы поддержки пересекались с плоскостью модели, однако допустимо, чтобы поддержки нескольких моделей пересекались между собой.
4. Если печать требует «тиражирования» целесообразно собирать модели для печати одного изделия в плотный прямоугольник и сохранять его отдельным файлом.
5. Допустимо, чтобы часть подложки выступала за пределы рабочего столика, однако нельзя допускать, чтобы за границы печати выступали поддержки. А еще, не все слайсеры корректно отображают, что деталь за пределами области печати, читубокс иногда привирает и есть риск потерять часть детали.



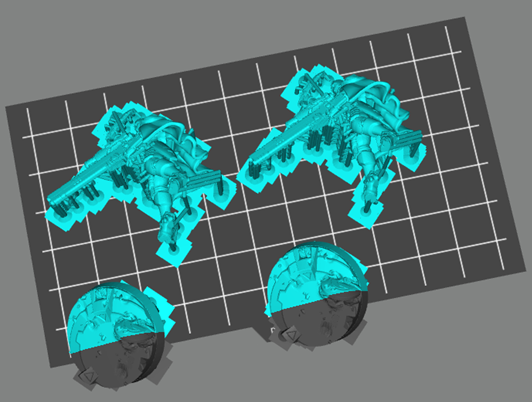
ПС: а что, и мелкий принтер может в нечто здоровенное, почти за один заход, если все расставить максимально плотно (за раз влезает все кроме одной небольшой деталюхи).
Примечание: какой самый ценный расходник в 3д печати фотополимером? Смола? Пленка? Нет, это не так очевидно. Матрица и уф-прожектор. Ресурс монохромной матрицы в районе 1000 часов, УФ-прожектора порядка 2700 часов. Это много или мало? Ну, матрица может
помереть за год и даже не при работе 24/7, хватит и 4-5 сессий каждую неделю. Да и ресурс заявленный – условный, может и быстрее помереть. А у прожектора может выгореть 1 из светодиодов и тогда мы теряем 1/8 рабочего пространства. Еще уязвимости? Ну да. Можно пролить смолу, сливая ее из ванночки после печати. Попутно можно и экран поцарапать, можно оставить осколок поддержки на платформе и при старте печати его вдавит в дно ванны, испортив его. К чему я это? Экономия в уменьшении количества «сессий» печати. Хотите напечатать одну миньку?
Одумайтесь! Может стоит напечатать еще что-нибудь, например, еще одну такую же….ну отзеркальте ее. Старайтесь забить всю область печати чем-то полезным, что потом пришлось бы печатать отдельно, комплект наплечничков, они вам пригодятся….или запасные болтеры с подствольным FLŰGGÅƏNK∂€ČHIŒβØL∫ÊN, да хоть рельеф для нескольких баз, не используете сами, сплавите друзьям.
Фотополимернику плевать, печатаете вы одну миньку или заполнили область печати, матрица и прожектор работают на полную, механике тоже плевать, да и пленке, их ресурс так или иначе будет потрачен.
помереть за год и даже не при работе 24/7, хватит и 4-5 сессий каждую неделю. Да и ресурс заявленный – условный, может и быстрее помереть. А у прожектора может выгореть 1 из светодиодов и тогда мы теряем 1/8 рабочего пространства. Еще уязвимости? Ну да. Можно пролить смолу, сливая ее из ванночки после печати. Попутно можно и экран поцарапать, можно оставить осколок поддержки на платформе и при старте печати его вдавит в дно ванны, испортив его. К чему я это? Экономия в уменьшении количества «сессий» печати. Хотите напечатать одну миньку?
Одумайтесь! Может стоит напечатать еще что-нибудь, например, еще одну такую же….ну отзеркальте ее. Старайтесь забить всю область печати чем-то полезным, что потом пришлось бы печатать отдельно, комплект наплечничков, они вам пригодятся….или запасные болтеры с подствольным FLŰGGÅƏNK∂€ČHIŒβØL∫ÊN, да хоть рельеф для нескольких баз, не используете сами, сплавите друзьям.
Фотополимернику плевать, печатаете вы одну миньку или заполнили область печати, матрица и прожектор работают на полную, механике тоже плевать, да и пленке, их ресурс так или иначе будет потрачен.
4. Печать пустотелых объектов
Печатать объекты пустотелыми целесообразно не столько для экономии смолы, сколько для уменьшения веса и облегчения печати. Наличие полости практически не повлияет на прочность детали, однако снизит нагрузку вызванную весом и уменьшит вероятность сильных повреждений при падении.

4.1 Толщина стенки.
В зависти от характера детали и потенциальной нагрузки на нее допустимо делать стенку толщиной от 0.7 до 1.5мм (оптимальнее от 0.9 до 1.2). Рассмотрим 2 случая:
1. Печать небольшой модели, например пехотинца. В большинстве случаев, печатать 30-40мм пехотную модель пустотелыми нецелесообразно, так как такие модели имеют множество неровных участков, а крупных «бочкообразных» элементов нет. Так нет смысла печатать культиста или сестру битвы полыми, однако космодесантник с
достаточно большой грудиной или даже крутская гончая с внушительным телом могут быть напечатаны с полостью. На практике имеет смысл проверять каждую модель, если у нее есть достаточно крупные элементы. В таких случаях стенку выбирают от 0.7 до 1мм.
достаточно большой грудиной или даже крутская гончая с внушительным телом могут быть напечатаны с полостью. На практике имеет смысл проверять каждую модель, если у нее есть достаточно крупные элементы. В таких случаях стенку выбирают от 0.7 до 1мм.
2. Печать крупногабаритных деталей. В качестве примера можно привести подетальную печать Риптайда. Так печатать руки, голову, ступни и голени целесообразно твердотельными, так как полости чрезвычайно малы, а вот элементы корпуса, бедра, двигатели можно сделать полыми. Даже при печати такой большой модели, как Таунар, ступни и голени твердотельные, а все остальное полое, при этом чем меньше нагрузка на деталь, тем тоньше стенка. Для такого рода моделей целесообразно выбирать толщину стенки от 1 до 1,5мм

4.2 Внутренние поддержки
При печати полых моделей могут потребоваться внутренние поддержки, они необходимы, если имеется абсолютно горизонтальная плоскость, или же модель расположена так, что детали расположенные сверху не имеют
связи со стенками. Перед печатью важно по слоям просмотреть каждую деталь с полостями. В тех случаях, когда боковая стенка очень сильно (угол менее 30 градусов) «нависает» над плоскостью стола, необходимо добавить поддержку, Также на верхней поверхности детали могут быть вогнутые участки, которые на каком-то диапазоне слоев не имеют связи со стенками детали, их тоже важно обеспечить поддержками.
связи со стенками. Перед печатью важно по слоям просмотреть каждую деталь с полостями. В тех случаях, когда боковая стенка очень сильно (угол менее 30 градусов) «нависает» над плоскостью стола, необходимо добавить поддержку, Также на верхней поверхности детали могут быть вогнутые участки, которые на каком-то диапазоне слоев не имеют связи со стенками детали, их тоже важно обеспечить поддержками.
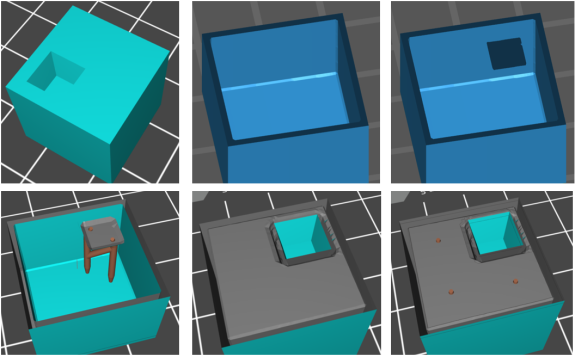
Рассмотрим простейший пример: куб с вогнутым элементом. (ха ха, простейший пример из 16 вершин ломает программу эникубика, поэтому далее скрины из другой программы). Начинаем послойно просматривать, дно, потом идут вертикальные стенки, поддержки тут не требуются. На определенном этапе появляются слои «вогнутого» элемента, для него
необходимы поддержки, иначе при печати этот элемент, ни с чем не связанный, будет оставаться на дне ванны до тех пор, пока не начнутся слои, где у этого элемента будет связь со стенками. Для элемента 3х3мм или менее достаточно одной поддержки, чем больше нависающий элемент, тем больше поддержек. Поднимаясь по слоям выше, мы видим верхнюю грань куба, для нее тоже требуются поддержки, но совсем немного, это лишь страховка от искажений геометрии.
необходимы поддержки, иначе при печати этот элемент, ни с чем не связанный, будет оставаться на дне ванны до тех пор, пока не начнутся слои, где у этого элемента будет связь со стенками. Для элемента 3х3мм или менее достаточно одной поддержки, чем больше нависающий элемент, тем больше поддержек. Поднимаясь по слоям выше, мы видим верхнюю грань куба, для нее тоже требуются поддержки, но совсем немного, это лишь страховка от искажений геометрии.
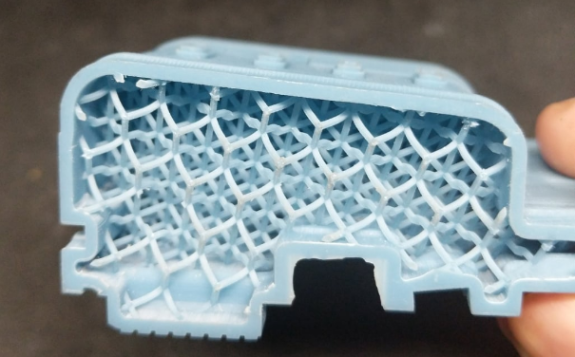
4.3 Внутреннее армирование
Вот тут все интереснее. Это почти те же внутренние поддержки, но лучше, они поддерживают сразу во всех плоскостях. Зачем? Для крупногабаритных деталей с полостями, Вот есть у нас ринка…этож кирпич и при желании, печатается одним куском. Вот только без внутреннего армирования у него стенки будут продавливаться. Да и при падении поддержки помогают распределить силу удара, а если модель сборная…ну,
например это будет тауситский Тайгершарк. Крылья полые, корпус полый..все полое…и надо это как-то собрать так, чтоб его потом не погнуло и крылья не обвисли, тут то и пригодится внутренний каркас. В ряде случаев может выполнять роль внутренних поддержек, но все равно нужна «ручная» проверка.
например это будет тауситский Тайгершарк. Крылья полые, корпус полый..все полое…и надо это как-то собрать так, чтоб его потом не погнуло и крылья не обвисли, тут то и пригодится внутренний каркас. В ряде случаев может выполнять роль внутренних поддержек, но все равно нужна «ручная» проверка.

4.4. Сливные отверстия
Сливные отверстия делаются для того, чтобы внутрь полой модели мог попасть воздух и полость освобождалась от смолы, также сливы должны учитывать возможность промыть модель после печати. Отверстия делаются инструментом Punching.
Как правило, диаметр варьируется от 1 до 3мм, оптимально 2мм. Также стоит учитывать, что как минимум одно отверстие не должно быть меньше 2 мм, так как из-за силы поверхностного натяжения отверстие меньшего диаметра может оставаться закрытым смолой и не допустить попадания воздуха в полость.
Отверстия следует располагать их в самой нижней и самой верхней точках полости. При этом необходимо располагать их на ровных плоскостях (проще закрыть и зачистить), в местах стыка деталей (они закроются клеем и другой деталью), нижней части деталей (они клеятся к подставке) или в местах, которые будут не видны (дырку под юбкой кошкодевочки заметят только самые дотошные).
В модели должно быть минимум 2 отверстия, это упростит промывку деталей после печати и их сушку как снаружи, так и внутри. Далее работать можно только с деталями, которые высохли и внутри и снаружи. Для этого их можно положить на лист бумаги под вентилятор, самый быстрый вариант, обдуть каждую деталь из аэрографа, высохнет моментально, но это категорически нельзя делать в непроветриваемом помещении.
Отмыв детали после печати, отверстия на видимых участках детали проще всего закрыть фотополимерной смолой, капля смолы берется на кончик ножа или зубочистку и подносится к отверстию, за счет силы поверхностного натяжения капля полностью затянет отверстие и останется там, после чего на пару секунд деталь засвечивается в УФ. Если смолы не хватило, процедура повторяется, однако стоит учитывать, что смола может расползтись по поверхности и испортить детализацию, в этом случае перед засветкой необходимо стереть лишнюю смолу ватной палочкой или салфеткой. Пост обработку проводят после полной засветки деталей.
5. Настройки
Высота подъема достаточна 2,5. Для больших деталей лучше 3мм. Для деталей, которые необходимо расположить на столе без поддержек – 0.
Точка контакта 0.2-0.4.
Минимального значения достаточно для различных сложных объектов, чем меньше точка контакта, тем меньше постобработки.
Для крупных деталей необходимо выставлять значение 0.3 или даже 0.4.
Плотность (%) 65-85, в зависимости от детали, для сложных – можно и 65, для плоских надо больше.
Угол 45-60. Это зависит от объекта, этим значением дополняется «плотность», поддержек должно быть минимально достаточно, чтобы и все детали объекта были не на весу и при этом достаточно поддержек, чтобы не отрывалась деталь при печати.
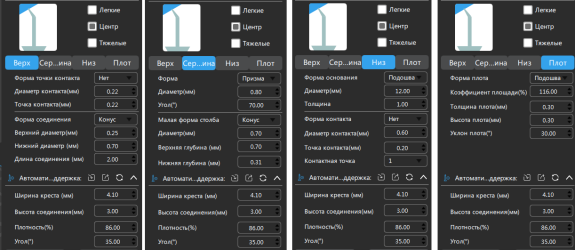
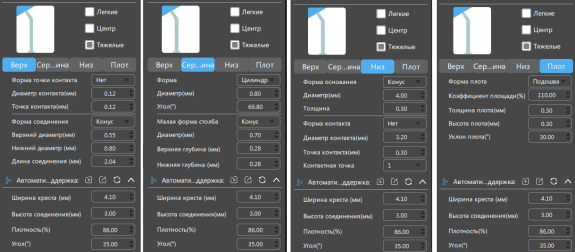
Спорный момент: Форма точки контакта «сфера», Наличие сферы позволяет практически без опаски повредить деталь обламывать поддерки, значительным минусом является то, что на детали останутся «прыщики» которые требуется удалить. Если сферы не делаются, то при удалении поддержек можно обломить мелкие выступающие детали вместе с поддержками, при обломе, поддержка может оставить «кратер» на детали также поддержки могут обломиться не в кончике а посередине и придется их дозачищать…но при этом не потребуется удалять «прыщики» во всяких труднодоступных местах, так что имеем дилемму о двух стульях.
Для каждого параметра в программе есть наглядная анимация, демонстрирующая то, на что он влияет.
Немного о "поддержках от автора". Некоторым авторам хочется сломать что-нибудь...или макнуть лицом в ванну с фотополимером...
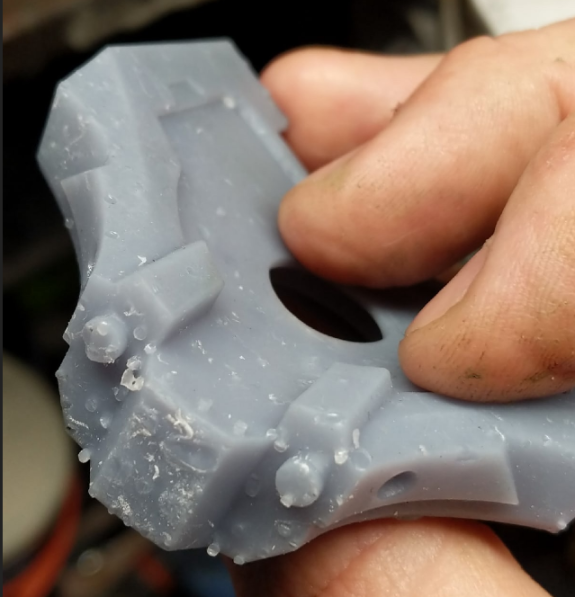
А что? Поддержек немного, они толстые и детали точно не оторвет...и надо убить дофига времени, чтобы привести эти поверхности в порядок...
А вот сравнение множества мелких поддержек 0.3 против редких 0.8. В первом случае пара движений шкуркой и все, можно ставить на место, а во втором случае надо пол часа выводить поверхности напильником, чтобы они сошлись.
6. Размещаем поддержки
Важная оговорка, многие программы не умеют в поддержку сферы, они делают одну поддержку к самой нижней точке сферы и думают, что все ок. Если у детали есть в нижней части сферические элементы, важно проследить, чтобы они имели достаточно поддержек по своей плоскости,
может потребоваться их дорисовать.
может потребоваться их дорисовать.

Далее 2 варианта:
+От стола – рисует только поддержки от стола
+ Все – рисует поддержки от стола, внутри пустотелых моделей и между элементами модели.
Почти всегда лучше выбирать 2й вариант.
Примечание: почти всегда при автоматической расстановке поддержек у вертикально стоящей модели гуманоида не будет поддержек у волос и подбородка, это притом, что они часто нужны и важны. Не пренебрегайте возможностью проверить авторасстановку.

Ужасно! Поддержки нарисовались оптимально! Править особо нечего…
Крутим и смотрим, все ли выступающие/нависающие элементы имеют поддержки, в этом плане все хорошо.
Удаляем поддержки, которые только мешают, в данном случае это поддержки спинных шипов.
Добавляем поддержки для самых «нижних» деталей объекта, чтобы предотвратить отрыв.
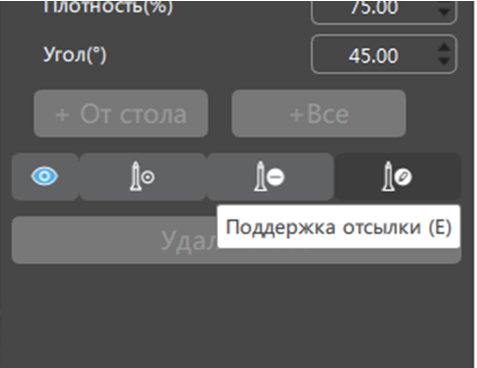
Выбираем режим редактирования поддержек.

Клик по поддержке позволяет ее схватить и подвинуть.
Двойной клик позволяет создать еще одну поддержку из узла (сферы)
Клик по узлу позволяет его передвигать вверх и вниз. Если необходимо передвинуть весь «столб» поддержки, необходимо двигать его основание.
Стоит обратить внимание, что иногда поддержка может проходить через модель, необходимо предотвращать подобное.
Рассмотрим еще один частый случай проблем с автоматическим размещением:

Здесь сразу 2 заметных проблемы. 1. Автоматические поддержки зачем то решили поддержать «буквы», проблема в том, что эти поддержки могут слиться с моделью, потребуют обрабатывать деталь в труднодоступном месте. Здесь эти поддержки не требуются, буквы не значительно выступают. Как правило, поддержка требуется для элементов выступающих на 1 мм и более. 2. Некоторые поддержки разместились на гранях или даже углах, мало того, что подобное размещение потребует обработки сразу двух или трех поверхностей вместо одной, так еще и при отделении поддержки может обломиться часть грани или уголок.

Объект рассматривается под разными ракурсами чтобы убедиться, что все поддержки немного сдвинуты от граней, нет пересечения поддержек с объектом, нет областей без поддержек вообще и т.д.
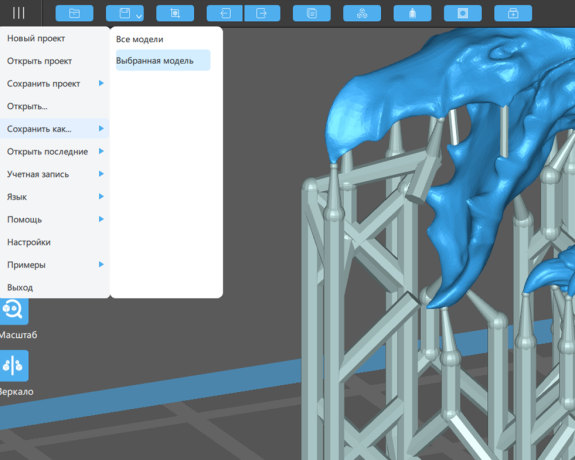
Чтобы сохранить отдельную модель, выбираем «сохранить как» «выбранная модель» однако эти файлы изменить будет нельзя, если есть необходимость последующей редактуры поддержек, необходимо сохранять проект.
По итогу, в идеале рисовать поддержки с 0 и оформлять их этакими одуванчиками, где из одного столба выходит несколько кончиков. Но вполне можно расположить поддержки автоматом и отправить на печать…ну и править. Если что-то пошло не так.
А теперь немножко косяков этой недели:

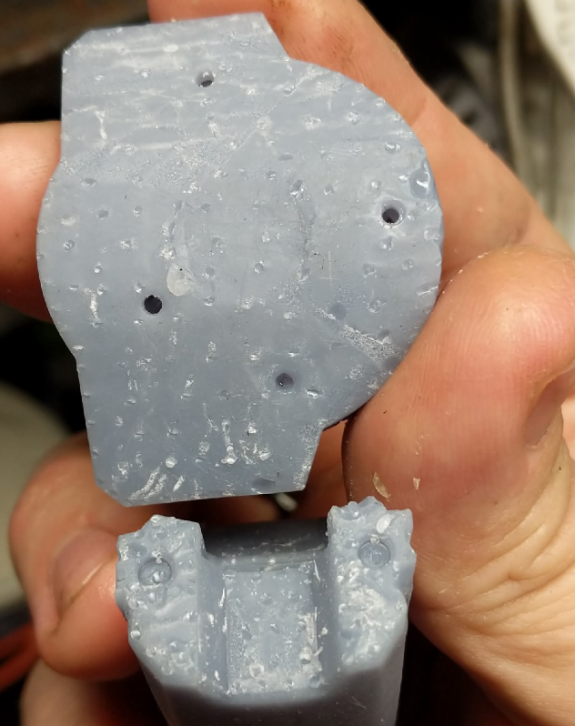
Это тот самый вариант, когда при печати модель поднималась выше уровня смолы и на нее налипли пузырьки воздуха, но повезло, они все в толще детали и проблемы в них нет.
А вот это я доверился поддержкам от автора и ...минус локоть. Печатал двух таких и проблема у обеих, так что проблемка в поддержках.
Ну. мы не гордые, мы починим!

Берем обломок поддержки и светим УФ фонариком.

Немного фотополимера поверх. Еще пара секунд ультрафиолета. За 3 слоя фотополимера наростили достаточно материала. после чего под УФ лампу на минут 5.

Черновую обработку проведу такой вот фрезой, можно и ножом поскоблить и напильником, но у меня под рукой гравер с фрезой.

Обкорнали лишнее

Подровняем шлифовальной губкой и...сойдет.

Можно было и распечатать отдельно руку и приклеить...Но даже так, минька не испорчена, при должном покрасе ничего не будет заметно.
хобби
хроники 3д печати
печатать просто
Aleksandr Balabanov
Антон, как тебе идея, чтобы делать подписи под рисунками с нумерацией и на эту нумерацию ссылаться в тексте? А то я иногда путаюсь, какая картинка, что иллюстрирует)
Nov 19 2022 10:32 (changed)


